















怎么确定膨胀节的波节数?
已经算出膨胀量了
膨胀量=热胀总长X温差X系数X膨胀系数
下面怎么根据膨胀量算出膨胀节的波节数呢 ?
根据膨胀量算出波纹补偿器的波数,根据各生产厂家的波高波距不同,而波数不确定。
膨胀节如何算重量?
膨胀节压力、补偿量不一样,重量也会不同的
重量厂家可以根据设计的具体参数 算出理论重量,单实际重量都稍微比理论重量有偏差
非金属膨胀节 金属膨胀节 哪个贵?
从常规说非金属膨胀节便宜,因为非金属膨胀节都是织物类的,肯定没有不锈钢的贵呀。但是有的非金属织物膨胀节结构比较复杂,比金属的贵点。
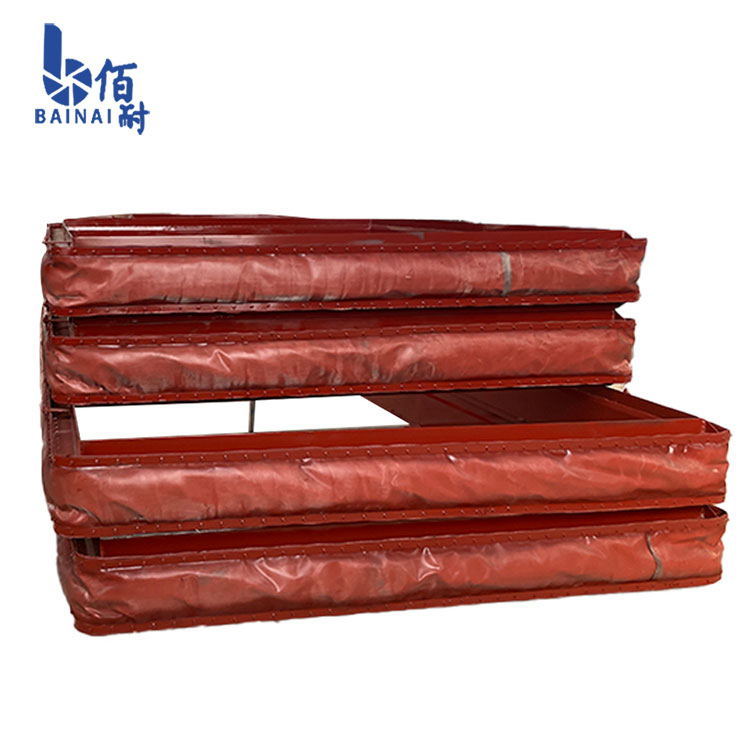
吸收塔入口是金属膨胀节还是非金属膨胀节?
吸收塔入口可以用金属膨胀节和非金属膨胀节,看自身情美况,弘盛非金属膨胀节主要有多层软质材料制造,具有耐高温、耐高压、耐腐蚀能力强、阻燃性能好、吸音减震、柔韧性好等众多优点。织物补偿器使用寿命长,而且与传统金属波纹管相比,它避免了连接产生的硬性力传递,消除了管路振动,解决了通风机热胀冷缩的补偿量得问题及金属件难以避免的位偏移。并能在意外事故中起到对风机、管道、锅炉等等保护作用。且在运输、安装、成本、维护等诸多方面远远优于金属膨胀节。
筒节长度不少于300为什么 适用于膨胀节的中间筒节吗?
为了使锅炉、压力容器上焊缝分布均匀、避免焊接残余应力相互叠加,有关锅炉、压力容器规程中对焊缝的数量和布置做了具体的规定。(1)筒体拼接时,短筒节的长度:对于中低压锅炉不应小于300mm,对于高压锅炉不应小于600mm;每节筒体,纵向焊缝的数量:筒体内径Di≤1800mm时,拼接焊缝不多于2条,Di>1800mm时,拼接焊缝不多于3条;每节筒体两条纵焊缝中心线间的外圆弧长,对于中低压锅炉不应小于300mm,对于高压锅炉不应小于600mm;相邻筒节的纵向焊缝应相互错开,两焊缝中心线间的外圆弧长不得小于钢板厚度的3倍,且不得小于100mm。
(2)封头和管板应尽量用整块钢板制成。如须拼接,封头、管板的内径Di≤2200mm时,拼接焊缝不多于1条,Di>2200mm时,拼接焊缝不多于2条;封头拼接焊缝离封头中心线距离应不超过0.3Di,并不得通过扳边人孔,且不得布置在人孔扳边圆弧上;管板上整条拼接焊缝不得布置在扳边圆弧上,且不得通过扳边孔;由中心圆板和扇形板组成的凸形封头,焊缝的方向只允许是径向和环向的。径向焊缝之间的小距离应不小于壁厚的3倍,且不小于100mm。
(3)炉胆拼接焊缝的要求同于筒体。U形下脚圈的拼接焊缝须径向布置,两焊缝中心线间短弧长不应小于300mm。
(4)管子对接焊缝不应布置在管子的弯曲部分。对于中低压锅炉,受热面管子直段上的对接焊缝的中心线至管子弯曲起点(或锅筒、集箱外壁,或管子支架边缘)的距离。至少为50mm,对高压锅炉,上述距离至少为70mm;锅炉范围内管道焊缝中心线至管道弯曲起点之间的距离不应小于管道的外径,且不小于100mm;受热面管子直段上,对接焊缝间的距离不得小于150mm。
(5)受压元件主要焊缝及其邻近区域,应避免焊接零件。如不能避免时,焊接零件的焊缝可穿过主要焊缝,而不要在焊缝及其邻近区域中止。
(6)开孔、焊缝和转角要错开。开孔边缘与焊缝的距离应不小于开孔处实际壁厚的3倍,且不小于100mm。在凸形封头上开孔时,孔的边缘与封头周边间的投影距离应不小于封头外径的10%。开孔及焊缝不允许布置在部件转角处或扳边圆弧上,并应离开一定距离。